Hand in Hand zu Bestwerten in Präzision, Dynamik und Produktivität!
Erfahren Sie mehr in unseren Anwenderberichten.
Variocell MOVE - der flexible Automatisierungskumpel aus dem Variocell-Programm. Intuitives Teachen, einfache Bedienung, variable Positionierung.
Stellen Sie sich vor, sie sitzen in Ihrem Auto und schauen sich bewusst um. Da sind das vertraute Cockpit mit Lenkrad und Instrumenten, die Armlehne in der Mittelkonsole und natürlich die Türen. Und je nach dem, mit welcher Klasse und Type Sie fahren, entdecken Sie mehr oder weniger komplexe Designsprache, sehen und fühlen Stoff, Leder und deren Kombination. Hinter so einem Ambiente steckt oft die Expertise von Greidenweis. Das Unternehmen aus Spaichingen gehört zu den ersten Adressen für alle, die was zu kaschieren haben. Nichts zu kaschieren in der Fertigung von Formbauteilen aus dem Vollen hat die Lösung der CHIRON Group: Zwei fünfachsige Bearbeitungszentren der Baureihe 16 und eine Variocell-Palettenautomation liefern hohe Performance, wie bestellt.
Als Spezialist für die Bearbeitung von Formgussteilen in Serie liegt die EMB Zerspanungstechnik GmbH aus Biedenkopf-Breidenstein auf Wachstumskurs. Beim Fräsen setzt der Lohnfertiger seit fast 30 Jahren auf die Produktivität und die Präzision von CHIRON Group Bearbeitungszentren. Jüngster Neuzugang ist eine MT 715 two+, auf der die Gussteile fast im Minutentakt zerspanen.
Für komplexe Teilefertigung und Baugruppenmontage ist die Feinmechanik Lothar Kahl im Hamburger Westen eine der ersten Adressen. Was der familiengeführte Lohnfertiger liefert, ist High-End. Wie er die Werkstückvielfalt beherrscht, State-of-the-art. Neu an Bord ist ein automatisiertes 5-Achs-Bearbeitungszentrum aus der Baureihe 15 der CHIRON Group.
Die Strangpresswelt ist von Natur aus Masse und Standard. Eine Tonne Aluminium muss es für ein individuelles Profil mindestens sein. Nordalu in Neumünster kann das auch, treibt aber einen neuen Ansatz voran: Das komplett fertige Profil bereits ab 250 kg. Mit Erfolg. Dafür stehen am Ende der Prozesskette die Bearbeitungszentren der Baureihe MILL von der CHIRON Group.
Passagierflugzeuge der Airbus A320-Familie, Business-Jets, Helikopter, Transport- und Frachtmaschinen: Nicht selten fliegen dabei komplexe Komponenten und Baugruppen von AMAG components mit. Gefertigt werden die oft sicherheitskritischen Titanbauteile »first time right« an den Standorten Karlsruhe und Übersee am Chiemsee auch auf Bearbeitungszentren der CHIRON Group. Auf zwei Maschinen der Baureihe MILL, einer FZ 16 S five axis und seit April 2023 auch auf zwei DZ 22 W five axis für doppelspindliges Bearbeiten großer Bauteile in kurzen Taktzeiten.
In der »Arena der Digitalisierung« im Elektromotorenwerk in Bad Neustadt an der Saale zeigt Siemens auf über 800 Quadratmetern, welche Vorteile Digitalisierung in Metallbearbeitung und Motorenproduktion bringt. Und auch bei der Herstellung der Elektromotoren ist Digitalisierung an der Werkzeugmaschine Standard. Beispiel hierfür ist eine CHIRON DZ 25 P, mit der Siemens dank doppelspindligem Bearbeiten und dem Einsatz der digitalen Systeme SmartLine die Produktivität signifikant steigern konnte.
Wenn der Zürich Zoo das Gewicht seiner Elefanten kontrolliert oder das Schweizer Trendlabel Freitag die zugeschnittenen Lkw-Planen für seine Taschen wiegt, dann sind Wägesysteme von Mettler-Toledo im Einsatz. Ebenso wie in Laboren, Industrie und Handel weltweit. Herzstück der Produkte mit Wägebereich von 0,1 Mikrogramm bis 1.000 Tonnen sind Wägetechnikzellen. Produktiv und mit hoher Autonomie gefertigt z. B. auf einer Kombination aus FZ 15 W five axis und Automationseinheit VariocellUno.
Die Kernkompetenz von SHW beim Zerspanen liegt im µm-genauen Fertigen von komplexen Fräs- und Drehteilen für Ölpumpen bis hin zum Finish auf hochgenauen Anlagen. Bearbeitet werden die Komponenten unter anderem auf Maschinen der CHIRON-Baureihe 15. Sollen diese auf neue Aufgaben vorbereitet werden, setzt SHW ebenfalls auf die Kompetenz der CHIRON Group – auf Retrofits durch die Serviceexperten.
236 Produktionsmaschinen, 430 Mitarbeitende, rund 1,2 Milliarden Einzelteile pro Jahr: Beeindruckende Zahlen der technischen Einzelteilfertigung mit den Bereichen T1 bis T4 bei der Rosenberger Hochfrequenztechnik GmbH & Co. KG. Im Fräsbereich T3 entstehen hier immer Präzisionskomponenten für hochgenaue Test- und Prüftechnik. Seit letztem Jahr auch auf zwei Bearbeitungszentren FZ 12 S five axis. In, so Abteilungsleiter Christian Schmid, »zeitgemäßen Prozessen, die dauerhaft mit den Entwicklungen Schritt halten können«.
Der Zulieferer Gerdt GmbH setzt für die Komplettbearbeitung seit 18 Jahren auf die Fräs-Dreh-Zentren von Stama. Damit haben sich die Zerspanungsexperten bei der automatisierten Fertigung von Präzisionsbauteilen auch bei kleinen Losgrößen ein Alleinstellungsmerkmal erarbeitet.
Beste Voraussetzungen schaffen für produktive Prozesse: Dazu gehören auch Aufbau und Inbetriebnahme der Bearbeitungszentren durch den CHIRON Group Service. Zum Beispiel am neuen Produktionsstandort des Medizintechnikkonzerns Smith & Nephew in Penang, Malaysia, wo Anfang 2023 auf 250.000 Quadratmetern die Präzisionsfertigung von Knie- und Hüftprothesen beginnen soll. Damit das auch in Zeiten von COVID-19 gelingt, muss einiges mehr als üblich in Bewegung gesetzt werden.
»Werkzeugwechsel in 1,5 s«: Für Kai Jockel, Geschäftsführer der SW-MOTECH und leidenschaftlicher sportlicher Motoradfahrer, war dieser Hinweis auf Geschwindigkeit einfach unwiderstehlich. Er kam an den Messestand der CHIRON Group auf der EMO 2019 und fand dort, »obwohl diese Schnelligkeit für uns gar nicht relevant ist«, in der FZ 15 S five axis das passende Bearbeitungszentrum. Und in der CHIRON Group den passenden Turnkey-Partner.
»Wir verarbeiten auf Druckgussmaschinen rund 14.000 Tonnen Aluminium und Magnesium im Jahr und jedes einzelne Teil benötigt eine Form der zerspanenden Nachbearbeitung. Und nicht irgendeine: Wir müssen Strukturbauteile wie Federbeine sowie Powertrain- und Lenkungskomponenten in hohen Stückzahlen wirtschaftlich, prozesssicher und hochpräzise bearbeiten,“ fasst Reinhold Brunnthaler, Senior Expert Mechanische Bearbeitung bei GF Casting Solutions, die hohen Erwartungen an die CHIRON DZ 25 P zusammen.
Die Bearbeitungsqualität eines Werkstücks definiert sich durch die Maschine, die Werkzeuge und – weniger im Blick – das Kühlschmiermittel. Konzentration zu hoch, zu niedrig, nicht gepflegt, Temperatur schwankend: Alles eins zu eins am Bearbeitungsergebnis sichtbar. Um die Emulsion ideal zu halten und die Maschinen unterbrechungsfrei zu versorgen, kooperiert die CHIRON Group mit der MOTOREX AG. Das System der Schweizer Spezialisten für Schmierstoffe überwacht, dosiert und pflegt kontinuierlich. Und lässt sich vollständig in die automatische Zustandsüberwachung ConditionLine des CHIRON Group SmartLine-Portfolios einbinden.
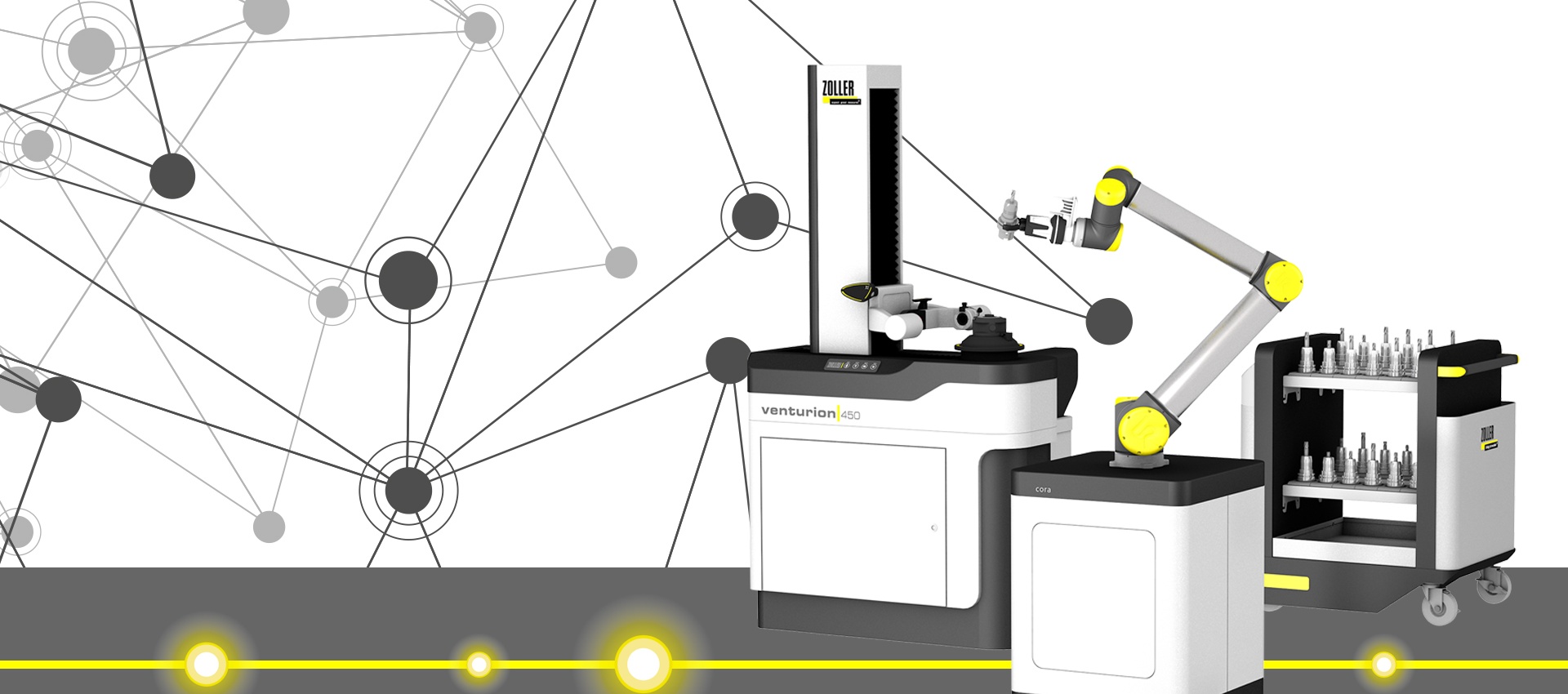
»Datenkommunikation zwischen den einzelnen Produktionselementen ist die Grundlage für Industrie 4.0.« Bei diesem Satz nickt jeder und denkt sich: Nichts Neues! Nicht ganz: Mit »cora« präsentiert ZOLLER, führender Anbieter von Einstell- und Messgeräten sowie Softwarelösungen, in Kooperation mit der CHIRON Group ein System für automatisiertes Werkzeughandling und Werkzeugtausch. Das direkt mit Fertigungszentren wie der CHIRON FZ 16 S five axis kommuniziert, einen sicheren Datentransfer ermöglicht und für ein klares Produktivitätsplus sorgt – im Umfeld der Maschine, im Bearbeitungsprozess.
Das Motto der Stellba AG steht für das, was auch die Additive Fertigung der CHIRON Group auszeichnet. Ebenso wie die drei zentralen Stärken: Innovation, Kundennutzen, Partnerschaft. Es »matcht« also, zwischen dem Schweizer Spezialisten für Beschichtungs- und Bearbeitungslösungen und dem Bereich unter der Leitung von Axel Boi. Wie gut, zeigt sich im Pilotprojekt AM Cube, im ersten industriellen Einsatz des 3D-Metalldruckers der CHIRON Group.
Turnkey-Kompetenz, Komplettbearbeiten vom Roh- zum Fertigteil und höchste, reproduzierbare Präzision: Die wichtigsten Kriterien für Anest Iwata, sich für CHIRON Italia und eine Automationslösung mit einer FZ 15 S baseline zu entscheiden.
In der Fräserei von KettenWulf müssen unterschiedliche Kettenlaschen aus hochfesten Feinkornbaustählen in Losgrößen von 50 bis 1.500 Teilen zerspant werden. Nicht unbedingt die bevorzugten Stückzahlen für STAMA-Maschinen. Doch die Bearbeitungszentren überzeugen mit ihrer Geschwindigkeit – beim Zerspanen und beim Bestücken.
Als das Traditionsunternehmen Märklin 1859 gegründet wurde, fokussierte sich die junge Firma, die man heute als Start-up bezeichnen würde, auf die Produktion von Blechspielzeug, Dampfmaschinen und Puppenküchen. Kurz vor dem 2. Weltkrieg erfolgte ein Richtungswechsel und die Modellspielwaren sowie Modelleisenbahnen traten in den Vordergrund der Fertigung. Nach Kriegsende entschied sich Märklin dafür Druckguss für die Fertigung der Modelle zu verwenden.
Groß war die Freude am Fachbereich Maschinenwesen der Fachhochschule (FH) Kiel, als Mitte März zehn Tonnen schwerer Zuwachs in Form der CHIRON FZ 12 MT high speed plus anrollte...
Bacher Medizintechnik mit Sitz in Tuttlingen ist OEM-Hersteller chirurgischer Instrumente. Angesichts steigender Anforderungen an die zu validierenden Prozesse wurde in ein automatisiertes doppelspindliges Bearbeitungszentrum von CHIRON investiert. Ein visionärer Schritt in dieser Branche.
Wie hat CHIRON es geschafft, am neuen Fertigungsstandort der UAC in Vietnam gleich sechs MILL-Bearbeitungszentren in Betrieb zu nehmen? Trotz striktem Reiseverbot? Mit erprobten digitalen Service-Tools, guter Team- und viel Nachtarbeit – und nicht zuletzt mit dem neuen Servicepartner HTC, der die »Feuertaufe« mit Bravour bestanden hat.
Kennametal suchte eine Maschine, um Bohrer bis 2 m Länge zu bearbeiten. Der große Schritt gelang mit dem 5-Achs-Bearbeitungszentrum MILL 3000 von CHIRON.
Mit einem neuen CHIRON-Bearbeitungszentrum FZ 16 S five axis schreibt der Produktionstechnik-Dienstleister Rau AG aus Bülach nahe Zürich seine Erfolgsgeschichte der automatisierten Fertigung von Präzisionsteilen konsequent fort.